With the rapid development of artificial intelligence technology, machine vision technology is gradually becoming the focus of this field. So what kind of technology is machine vision technology?
Definition of machine vision technology
Machine vision technology is an interdisciplinary field involving computer vision and image processing, aiming to enable computers to perceive, understand and interpret the content in images or videos, simulating the function of the human visual system. It uses cameras, sensors or other image acquisition devices to capture image data and uses algorithms and models to analyze and process this data in order to extract useful information from it.
The principle of machine vision technology
The implementation of machine vision technology relies on a series of steps and principles, including:
1. image acquisition: the first step in machine vision technology is to obtain the image or video data. This can be achieved by a camera, camera, scanner or other sensor device. The image can be static, such as a photograph, or dynamic, such as a video stream.
2. Pre-processing: The acquired image data may need to be pre-processed in order to improve the effectiveness of subsequent processing steps. The pre-processing tasks include noise removal, image enhancement, image smoothing, color correction, etc. These steps help eliminate noise in the image, enhance the contrast and clarity of the image, and make the image data more suitable for subsequent feature extraction and analysis.
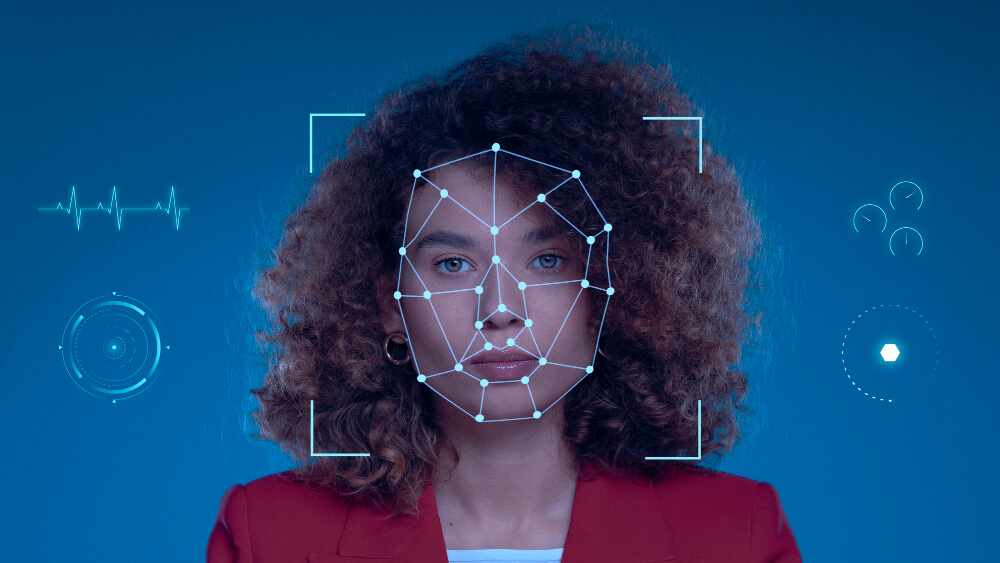
3. feature extraction: feature extraction is one of the core steps of machine vision technology. In this step, the computer will extract representative features from the image for subsequent pattern recognition and classification. These features can be local or global features of the image such as shape, texture, color, edges, corner points, etc.
4. object detection and recognition: object detection and recognition is one of the key tasks of machine vision technology. In this step, the computer uses learning algorithms and models to detect objects in the image and identify their categories by analyzing and comparing the extracted features. Commonly used algorithms include Convolutional Neural Networks, CNN, Support Vector Machines, SVM and Decision Trees, etc.
5.Target Tracking: Target tracking is an important task in machine vision technology, which involves tracking and locating the position of a target object in a video sequence in real time. Target tracking can be achieved by motion estimation and feature matching between consecutive frames. This technology has a wide range of applications in areas such as video surveillance and autonomous driving.
6.Image segmentation: Image segmentation is another important step in machine vision technology, which involves segmenting an image into different regions or objects. The goal of image segmentation is to separate images into regions with unique attributes or semantic information for better understanding and processing of images. Common image segmentation methods include threshold-based, edge detection, region growth, graph cut, etc.
7.3D reconstruction: 3D reconstruction is a key task in machine vision technology, which involves reconstructing the 3D structure and geometric information of a scene from multiple images or views. By using multi-view geometry and 3D reconstruction algorithms, information such as 3D point clouds, surface models and camera poses can be extracted from images acquired from multiple perspectives.
8. Deep learning and neural networks: Deep learning and neural networks are an important part of machine vision technology. Deep learning uses deep neural network models for tasks such as image classification, target detection, and image generation. By training neural network models with large amounts of image data, advanced features and semantic information in images can be automatically learned and extracted, thus improving the performance and accuracy of machine vision techniques.

The application areas of machine vision technology
Machine vision technology is widely used in many fields. In industrial manufacturing, machine vision can be used for quality control, product inspection and automated production lines. It can quickly and accurately detect product defects and abnormalities to improve production efficiency and product quality.
In the medical field, machine vision can assist doctors in disease diagnosis, surgical navigation and image analysis, providing important support for medical decision-making. In addition, machine vision is also widely used in many fields such as traffic monitoring, security systems, driverless cars, agricultural fields and virtual reality, bringing convenience and improvement to people's life and work.